服务热线:400-156-2656
项目简介:
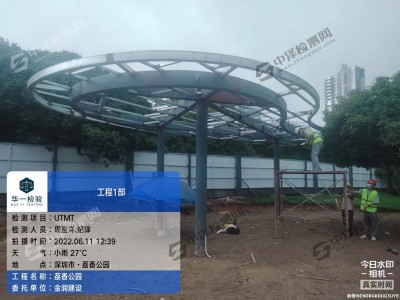
焊接检测是确保焊接结构安全性和可靠性的重要质量控制环节,通过对焊接区域的无损检测,可以发现潜在的缺陷如裂纹、气孔、未焊透等,评估焊接接头的性能,主要针对不同领域的管道、金属、钢筋、钢管、钢结构,在不破坏被检对象的前提下,对被检对象的内部或表面的结构、性质、状态进行检查和测试,在设计研发阶段进行方案或工艺优化,在制造阶段进行过程控制和工艺改进,在成品阶段保证产品质量,对在用设备进行监测和定期检验,保障设备安全运行,对于遵守安全标准、提高产品耐用性和预防故障至关重要。
| 检测项目 | 检测范围 | 相关仪器 | 测试标准 |
|---|---|---|---|
| 超声波探伤 | 内部缺陷检测 | 超声波探伤仪 | GB/T 11345 |
| 射线探伤 | 内部缺陷成像检测 | X射线机/γ射线源 | GB 3323 |
| 磁粉探伤 | 表面及近表面缺陷检测 | 磁粉探伤设备 | ASTM E709/JB/T 6061 |
| 渗透探伤 | 表面开口缺陷检测 | 渗透检测液和设备 | ASTM E1417/JB/T 6062 |
| 金相分析 | 微观结构和相分析 | 金相显微镜 | ASTM E384 |
| 硬度测试 | 材料硬度测量 | 硬度计 | ASTM E18/GB/T 230 |
| 拉伸试验 | 焊接接头的力学性能 | 万能材料试验机 | GB/T 228 |
| 弯曲试验 | 焊接接头的塑性性能 | 弯曲试验机 | GB/T 232 |
| 冲击试验 | 焊接接头的冲击韧性 | 冲击试验机 | GB/T 229 |
| 焊缝尺寸检测 | 焊缝尺寸精度测量 | 卡尺/千分尺/三坐标测量机 | GB/T 19418 |
| 焊缝外观检查 | 焊缝表面缺陷目视检查 | 目视检查灯/放大镜 | GB/T 50295 |
| 热影响区分析 | 热影响区的微观结构和硬度 | 微硬度计/金相显微镜 | ISO 4986 |
| 检测产品 | 检测目的 | 多久检测一次 | 报告的作用 |
|---|---|---|---|
| 钢结构焊接件 | 评估焊接质量和安全性 | 施工后/定期 | 确保工程安全和合规性 |
| 压力容器 | 检测承压能力 | 定期检测 | 预防泄漏和故障 |
| 管道焊接 | 确保管道连接的安全性 | 施工后/定期 | 保障流体安全输送 |
| 船舶结构 | 评估船体焊接的稳定性 | 施工后/定期 | 确保航行安全 |
| 汽车部件 | 检测焊接部件的耐用性 | 生产后检测 | 保证车辆性能和安全 |
| 航空航天部件 | 评估焊接结构的高性能要求 | 研发和定期 | 满足极端环境下的性能 |
| 电力设备 | 检测焊接接头的电导性 | 定期检测 | 保障电力系统稳定运行 |
| 重型机械 | 检测机械焊接的承载能力 | 定期检测 | 预防机械故障和事故 |
| 建筑结构 | 评估建筑焊接的稳定性 | 施工后检测 | 确保建筑物结构安全 |
| 桥梁结构 | 检测桥梁焊接的耐久性 | 施工后/定期 | 保障桥梁承载能力和安全 |
| 石油化工设备 | 评估焊接结构的耐腐蚀性 | 定期检测 | 防范化学腐蚀和泄漏 |
| 医疗设备 | 检测焊接部件的生物兼容性 | 生产后检测 | 确保医疗设备安全使用 |
| 精密仪器 | 评估焊接对仪器精度的影响 | 生产后检测 | 保证仪器测量准确性 |
| 电子器件 | 检测焊接对电子器件性能的影响 | 生产后检测 | 确保电子器件稳定工作 |
| 检测阶段 | 描述 |
|---|---|
| 1 | 样品准备和表面清理 |
| 2 | 选择合适的检测方法和仪器 |
| 3 | 进行初步的焊缝外观检查 |
| 4 | 执行无损检测技术,如超声波或射线 |
| 5 | 数据收集和缺陷识别 |
| 6 | 缺陷评估和记录 |
| 7 | 根据检测结果进行必要的金相分析 |
| 8 | 力学性能测试,如拉伸和弯曲 |
| 9 | 编写检测报告和缺陷评估 |
| 10 | 报告审核和批准 |
| 11 | 根据检测结果提出改进建议 |
| 序号 | 标准编号 | 标准描述 | 年限 |
|---|---|---|---|
| 1 | GB/T 11345 | 钢焊缝手工超声波探伤方法及质量分级法 | - |
| 2 | GB 3323 | 钢熔化焊对接接头射线照相和质量分级 | - |
| 3 | ASTM E709 | 磁粉检测标准 | - |
| 4 | ASTM E1417 | 液体渗透检测标准 | - |
| 5 | ASTM E384 | 金相分析标准 | - |
| 6 | ASTM E18 | 硬度测试标准 | - |
| 7 | GB/T 228 | 金属材料室温拉伸试验方法 | - |
| 8 | GB/T 232 | 金属弯曲试验方法 | - |
| 9 | GB/T 229 | 金属夏比冲击试验方法 | - |
| 10 | GB/T 19418 | 钢的弧焊接头缺陷质量分级指南 | - |
| 11 | GB/T 50295 | 无损检测金属管道工程射线检测方法 | - |
| 12 | ISO 4986 | 焊接-钨极惰性气体保护焊工艺规程 | - |
| 13 | ISO 5817 | 钢焊缝手工超声波探伤方法 | - |
| 14 | ISO 11666 | 焊缝无损检测超声检测验收等级 | - |
| 15 | JB/T 6061 | 焊缝磁粉检验方法和缺陷磁痕的分级 | - |
焊接工艺评定检测缺陷拉伸、弯曲、冲击试验检测报告
螺柱磁粉无损检测报告

排水管道焊缝无损检测报告
体育场钢结构焊接渗透探伤检测报告
| 1 | MHT3019-2009《航空器无损检测 目视检测》 |
| 2 | ISO 15708-4:2017无损检测-工业射线计算机层析成像检测-第四部分:验证 |
| 3 | GB-T9445-2008 无损检测 人员资格鉴定与认证 |
| 4 | JB/T 9213-1999 无损检测--渗透检查 A型对比试块 |
| 5 | GB.T 15822.1-2005 无损检测 磁粉检测 |
| 6 | ISO 15708-1:2017无损检测-工业射线计算机层析成像检测-第一部分:术语 |
| 7 | GB/T12604.3-2005 无损检测术语渗透检测 |
| 8 | GB/T 38882-2020无损检测 铁磁性管件壁厚变化漏磁检测方法 |
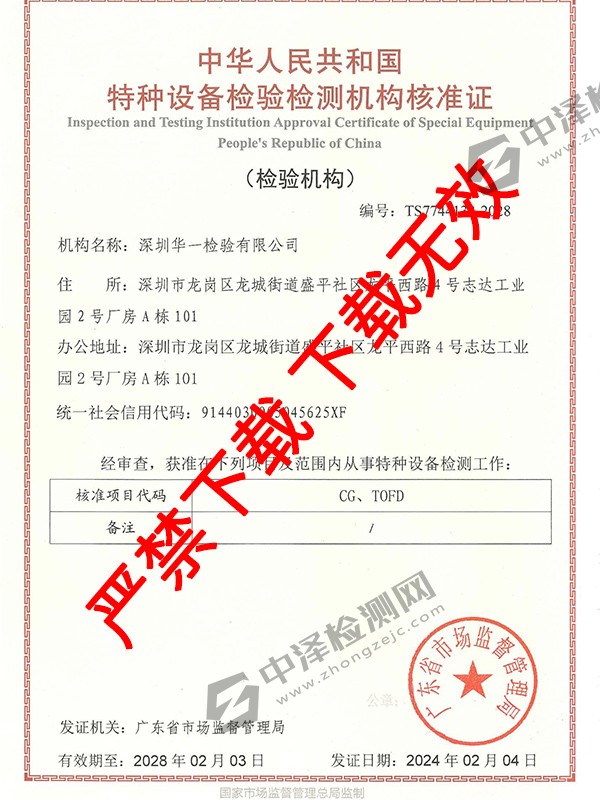
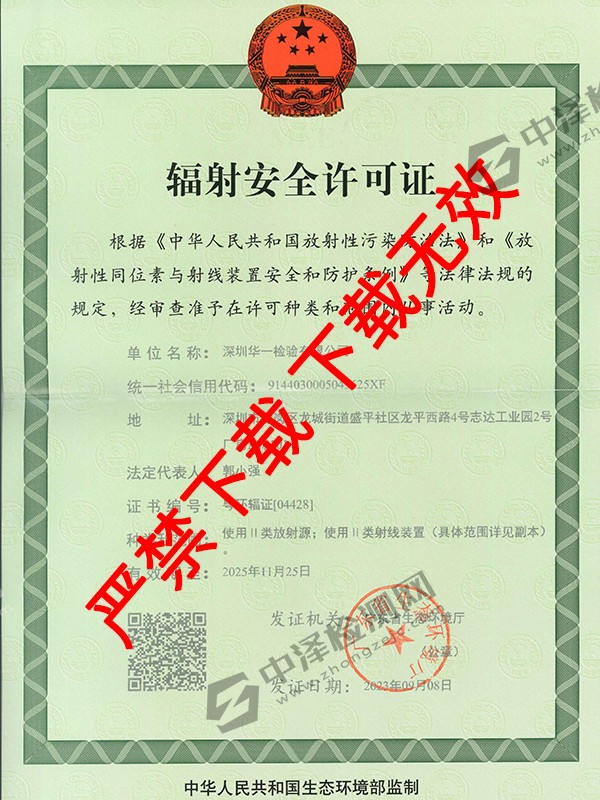
多项国家资质,保障检测无忧
标准化检测设备
CMA、CNAS双重认证实验室
多年聚焦检测行业
提供针对性解决方案
 检测工程师
微信公众号
检测工程师
微信公众号

扫描二维码 与工程师直接沟通

扫描二维码 关注中泽公众号
Copyright © 2012-2024 zhongzejc.com 版权所有 © 中泽检测 提供技术支持
对本站有任何建议、意见或投诉,请联系中泽检测网 粤ICP备20011171号